
History of 3D Printing
1984
THE BIRTH OF 3D PRINTING
Charles Hull, later the co-founder of 3D Systems, invents stereolithography, a printing process that enables a tangible 3D object to be created from digital data. The technology is used to create a 3D model from a picture and allows users to test a design before investing in a larger manufacturing program.

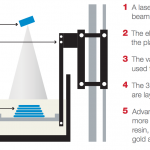
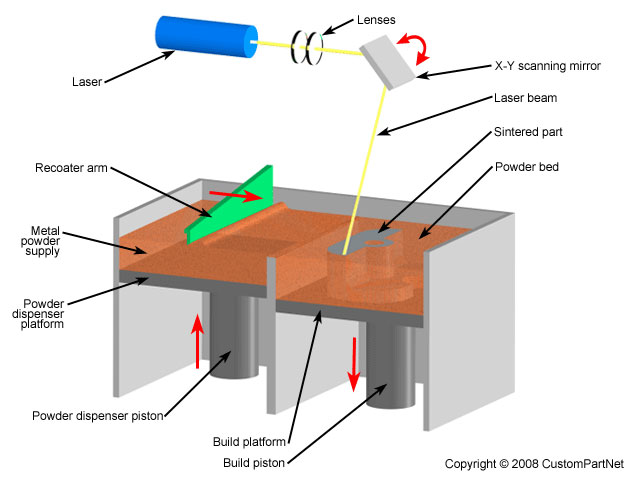
1) A laser source sends a laser beam to solidify the material.
2) The elevator raises and lowers the platform to help lay the layers.
3) The vat contains the material used to create the 3D object.
4) The 3D object is created as parts are layered on top of each other.
5) Advanced 3D printers use one or more materials, including plastic, resin, titanium, polymers and even gold and silver.
1990s - Different Technologies Emerge
Special application of plastic extrusion, developed in 1988 by S. Scott Crump and commercialized by his company Stratasys, which marketed its first FDM(fused deposition modeling) machine in 1992.
That same year, startup DTM produced the world’s first selective laser sintering (SLS) machine—which shoots a laser at a powder instead of a liquid.
In 1993, Royden C. Sanders builds a PC-based 3D wax printers for rapid prototyping and creating master molds used for investment casting. Later, the company will become known as SolidScape.
In 1995 the Fraunhofer Institute develops the selective laser melting process for direct metal printing.
The Future of 3D Printing in Jewelry - Direct Metal 3D Printing

How does it work?
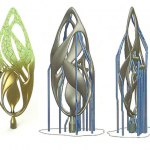
CAD files are prepared for printing, by adding support structures

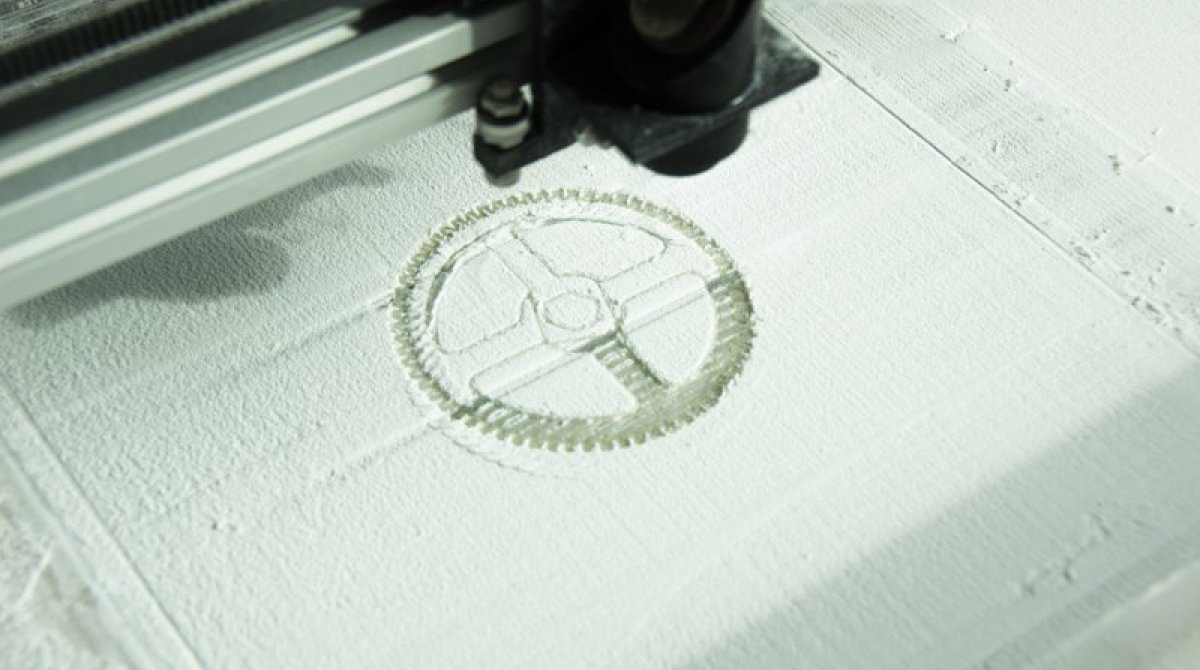
Focused laser beam melts the powder layer by layer
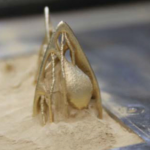
Models are excavated from the powder

Supports are broken off
Finishing


Advantages
Unattended operation over night/weekend
Production of jewelry parts with almost no limitation in geometry/complexity
Reduction of manufacturing steps > from CAD to metal parts in one step
High density, less porosity than casting
High accuracy and detail (micropavee)
Outlook
New developments in powder manufacturing, such as the AU series atomizers from Blue Power, will give manufacturers more flexibility and autonomy and allow researchers to experiment with different alloys and particle sizes for improved surface finish.

