Figure 1: Lingual braces are mounted on the inner surface of the tooth to conceal them.
In the past, the path to perfectly aligned teeth meant a smile marred by a mouthful of metal brackets and wire. For many adults, the stigma discouraged them from undergoing orthodontic care. A solution to this problem is to hide the braces on the inside of the teeth. However, this simple idea poses unique challenges and difficulties.
T.O.P. Service für Lingualtechnik GmbH (Bad Essen, Germany) overcame the challenges of lingual orthodontic treatment and introduced its Incognito system. The company’s unique approach to positioning, optimizing results and improving patient comfort relies heavily on custom appliances produced with rapid manufacturing technology.
Hidden Braces
Lingual (tongue side) orthodontic appliances [Figure 1] are mounted on the inner surfaces of the teeth. Like the labial (lip side) appliances, the brackets are bonded to the tooth surface, and an archwire connects the brackets. Unlike labial appliances, lingual braces require precise bracket positioning and high precision in the brackets’ archwire slots. Additionally, since the appliance is on the inside, the lingual brackets must have a smaller profile so that they do not cause discomfort or speech impairment.
 Figure 2:
Figure 2: Custom lingual brackets have a profile of 2 mm (0.08 in.) and an archwire slot guaranteed at 5 micron (0.00016 in.) precision.
T.O.P. Service’s early success arose from its innovations in bracket placement. The Transfer Optimized Positioning system improved positional accuracy and decreased the patient’s time in the orthodontist’s chair. However, T.O.P. Service determined that it needed further improvements to decrease treatment times, optimize results and diminish patient discomfort. In 2001, T.O.P. Service reinvented its processes and introduced custom lingual brackets. Designed patient-by-patient and tooth-by-tooth, these brackets deliver precision and control for improved results. The small profile also improves patient comfort by minimizing tongue irritation.
Custom Lingual Brackets
Each orthodontic appliance requires up to 16 brackets. T.O.P. Service begins with a malocclusion model, which is used to digitally design brackets, and finishes with investment cast brackets made from dental gold. The lingual brackets [Figure 2] measure 5 x 3 x 2 mm (0.200 x 0.118 x 0.079 inch), and they have only a 0.4 mm (0.016 inch) wall thickness. Production of these small, detailed brackets is complicated by the archwire slot. Measuring only 0.46 x 0.64 mm (0.018 x 0.025 inch), the archwire slot must be extremely precise. According to Ralf
Figure 3: T.O.P. Service now operates 8 T66 Benchtop™ systems
Paehl, Dipl.-Ing, head of research and development, “To impart multidirectional forces to the bracket, the rectangular slot must hold the archwire, which can be round or rectangular, without any slippage.” This precision is so critical that T.O.P. Service guarantees ±5 micron (0.0002 inch) slot tolerances for each of the custom brackets that it makes.
In its reinvention of the process, T.O.P. Service faced the challenge of developing a method to rapidly manufacture the high-precision, fully customized brackets. After evaluating all possibilities, the company selected a Solidscape ModelMaker™ II system for creation of investment casting patterns. According to Paehl, the key criteria in the evaluation were resolution, surface finish, castability, and precision. Solidscape offered the best three-dimensional printing technologies and 3D printer software of all the 3D printer companies they reviewed.
Dr. Dirk Wiechmann, CEO and founder, stated, “The biggest advantage of the Solidscape technology is the precision of the layer thickness. To yield the ±5 micron precision, our only other option would be to wire EDM each bracket slot.”
Over the past four years, the company has expanded its operations to include eight Solidscape T66 Benchtop™ systems [Figure 3], which enables it to deliver 150 custom-made orthodontic appliances each week. Solidscape rapid prototyping machines have some of the best 3D printer reviews in the industry and advanced technologies that make them one of the most sought-after 3D printer manufacturers.
Figure 4: White light scanning captures a digital representation of the malocclusion model.
The Manufacturing Process
Production of lingual appliances begins with malocclusion models of the patient’s teeth. These models are cast from impressions taken by the orthodontist. One model becomes the setup after it is manipulated to align the teeth to the target positions. This setup is reverse engineered with a white light scanner [Figure 4] to create a digital model that is loaded into T.O.P. Service’s 3D printer software. Selecting from a library of brackets, T.O.P. Service technicians position the brackets and adjust their features for optimal results [Figure 5]. The bracket design is output as an STL file for building patterns for investment casting
The T66 Benchtop, which can build with 13 micron (0.0005 inch) layers, constructs the bracket patterns [Figure 6] with proprietary thermoplastic ink jetting technology. The thermoplastic, which has wax-like properties, is deposited as small droplets. For precise layer thickness and flatness, a cutter mills the horizontal plane. When complete, the patterns are post processed by dissolving the support material and wiping off any debris.
Figure 5: Custom lingual brackets are designed and positioned with CAD software.
The next step is to attach cast pipes to the patterns and assemble them to make the casting tree. The tree is then embedded in a “speed plaster” to create the investment casting shell. The shell is heated to 690® C (1,274® F) to burn out the patterns and then dental gold is cast into the investment. This process, which is computer controlled, takes only two hours. Paehl stated that he has 100 percent casting yield. ”Short duration, low temperature burnout and no residual ash are critical in our process. The Solidscape patterns give us all three,” said Paehl. After cooling, the shell is broken away to yield the metal brackets [Figure 7]. The runners (cast pipes) are then removed, and the brackets are tumbled in a polishing compound to smooth the surfaces.
Figure 6: Bracket patterns for investment casting being constructed in a T66 Benchtop.
To complete the process, the brackets are mounted to the malocclusion model [Figure 8], and a transfer tray, which captures the brackets, is cast. T.O.P. Service’s rapid manufacturing process, from treatment planning to shipment of the lingual appliance, takes only 10 to 15 days.
Continuous Improvement
In one year, T.O.P. Service has increased its production volume by 400%. Some of the increase is from the addition of more T66 Benchtop systems, more operating hours, and more technicians, but much of the throughput gain has resulted from improvements in Solidscape’s three-dimensional printing technology, process, and pattern material.
Figure 7: Investment cast lingual brackets after shell removal.
The most recent developments for the T66 Benchtop and the introduction of the InduraCast™ material have increased the company’s pattern production by 33 percent. Since T.O.P. Service runs their machines around the clock, this speed improvement has increased throughput without additional capital expenditures.
Following the adoption of InduraCast, T.O.P. Service’s scrape rate for patterns has plummeted to a negligible amount. “The material has improved the quality of the bracket patterns and increased its durability. With walls of just 0.4 mm (0.016 inch), our technicians used to damage the patterns while preparing them for investment casting. Now, we have a pattern yield rate of 99.0 to 99.8 percent,” said Paehl. Since the investment casting yield rate is 100 percent, T.O.P. Service has a net bracket casting yield that exceeds 99 custom brackets for every hundred pattern. This is nearly a 20 percent improvement in casting throughput.
Figure 8: Custom lingual brackets bonded to malocclusion model prior to casting of transfer tray.
Combined, the improvements have delivered a 55 percent increase in output from each of the company’s eight T66 Benchtop systems. This productivity gain has improved T.O.P. Service’s profitability by increasing capacity and decreasing staffing demands. “Prior to the latest developments, I had planned to add four casting technicians. Now I find that I only need two new employees to keep up with the demand,” said Paehl.
Dr. Wiechmann stated, “We are using the Solidscape systems for mass production, and we find that they are production quality devices.” Yet, the company continuously seeks to improve its process. “We are always looking for new and better ways to make our product, but when it comes to rapid manufacturing the brackets, we always come back to Solidscape. No other technology has demonstrated the ability to produce the precision and surface finish that we need with the castability that we demand,” stated Dr. Wiechmann.
Dr. Wiechmann expects substantial growth in the coming years. But now that his company has overcome the challenge of lingual orthodontic appliances, TOP Service faces a new challenge, gaining acceptance. “The potential market is huge. Our biggest hurdle is to convince the orthodontists that Incognito is not a difficult treatment process and that it is a better solution,” commented Dr. Wiechmann.
Author information
Todd Grimm, president of T. A. Grimm & Associates, Inc. (Edgewood, Kentucky), is a rapid prototyping consultant, writer and speaker. He is the author of “User’s Guide to Rapid Prototyping.”
Source: www.solid-scape.com


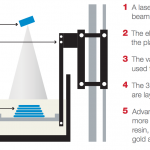
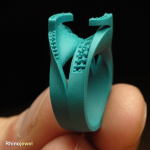

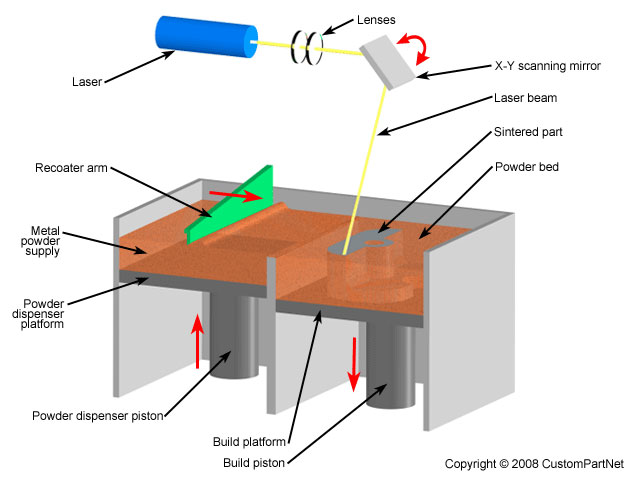



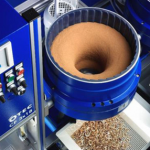





 Figure 2: Custom lingual brackets have a profile of 2 mm (0.08 in.) and an archwire slot guaranteed at 5 micron (0.00016 in.) precision.
Figure 2: Custom lingual brackets have a profile of 2 mm (0.08 in.) and an archwire slot guaranteed at 5 micron (0.00016 in.) precision. Figure 3: T.O.P. Service now operates 8 T66 Benchtop™ systems
Figure 3: T.O.P. Service now operates 8 T66 Benchtop™ systems Figure 4: White light scanning captures a digital representation of the malocclusion model.
Figure 4: White light scanning captures a digital representation of the malocclusion model. Figure 5: Custom lingual brackets are designed and positioned with CAD software.
Figure 5: Custom lingual brackets are designed and positioned with CAD software. Figure 6: Bracket patterns for investment casting being constructed in a T66 Benchtop.
Figure 6: Bracket patterns for investment casting being constructed in a T66 Benchtop. Figure 7: Investment cast lingual brackets after shell removal.
Figure 7: Investment cast lingual brackets after shell removal. Figure 8: Custom lingual brackets bonded to malocclusion model prior to casting of transfer tray.
Figure 8: Custom lingual brackets bonded to malocclusion model prior to casting of transfer tray.
